導(dǎo)航分類
導(dǎo)航分類新聞動(dòng)態(tài)
CCMT2024展品綜述 | 齒輪加工類機(jī)床
【CCMT2024展品綜述】
齒輪加工類機(jī)床

【編者按】CCMT2024(第十三屆中國(guó)數(shù)控機(jī)床展覽會(huì))將于2024年4月8-12日在上海浦東 上海新國(guó)際博覽中心舉辦。本屆展會(huì)展出面積20萬(wàn)平方米,是迄今為止中國(guó)境內(nèi)最大規(guī)模的機(jī)床工具專業(yè)盛會(huì)。為使廣大參觀者在展前概要了解展會(huì)和展品,主辦方中國(guó)機(jī)床工具工業(yè)協(xié)會(huì)市場(chǎng)部和部分分會(huì)根據(jù)展商提交的展品資料,整理了部分主機(jī)、功能部件和工具類的展品綜述,將陸續(xù)發(fā)布。主機(jī)類包括加工中心類、車床類、復(fù)合機(jī)床類、磨床類、龍門加工中心、鉆鏜銑類、齒輪機(jī)床類、激光加工設(shè)備類、電加工機(jī)床類、成形機(jī)床及其它類機(jī)床;功能部件包括滾動(dòng)功能部件、機(jī)床附件和數(shù)控系統(tǒng)。
一、概況
據(jù)已有資料,齒輪加工類機(jī)床展商超30家,展品近70臺(tái)。展品有滾齒機(jī)、插齒機(jī)、蝸桿砂輪磨齒機(jī)、成形砂輪磨齒機(jī)、內(nèi)嚙合強(qiáng)力珩齒機(jī)、螺旋錐齒輪銑齒機(jī)、螺旋錐齒輪磨齒機(jī)、齒條磨齒機(jī)、滾齒倒角機(jī)、車齒機(jī)(刮齒機(jī))、搓齒機(jī)、齒輪測(cè)量中心等。截至2024年1月20日,在展品系統(tǒng)中提交資料的展品詳情見(jiàn)文末鏈接附件《齒輪加工類機(jī)床展品清單》。
二、主要技術(shù)特色
齒輪傳動(dòng)作為一種機(jī)械傳動(dòng)形式,廣泛應(yīng)用在汽車和工程機(jī)械變速箱、機(jī)器人減速器、風(fēng)力發(fā)電增速器、船用齒輪減速器及機(jī)床齒輪箱等領(lǐng)域,隨著市場(chǎng)對(duì)齒輪傳動(dòng)的傳動(dòng)效率、結(jié)構(gòu)緊湊性、傳動(dòng)精度、傳動(dòng)平穩(wěn)性、傳動(dòng)噪音、使用壽命、易于安裝等性能提出越來(lái)越高的要求,本屆數(shù)控齒輪類加工機(jī)床展品也充分體現(xiàn)了其適應(yīng)齒輪加工要求的發(fā)展趨勢(shì)和方向:高速高效、高精度、智能化、自動(dòng)化、綠色加工,而智能和自動(dòng)化則是其中比較前沿的技術(shù)。
1. 高速高效。體現(xiàn)在通過(guò)高轉(zhuǎn)速的刀具主軸、砂輪高線速度、大進(jìn)給切削、滾齒倒角一體化加工、滾插一體化設(shè)備(車齒或刮齒機(jī))、雙工件主軸和多工位工作臺(tái)設(shè)計(jì)等,實(shí)現(xiàn)加工速度快、輔助時(shí)間短的高速高效技術(shù)特色。具體廠家和設(shè)備,不一一例舉。
2. 高精度。廣泛應(yīng)用工件主軸/刀具主軸/進(jìn)給軸驅(qū)動(dòng)的直驅(qū)直聯(lián)技術(shù),全閉環(huán)的控制系統(tǒng)和短傳動(dòng)鏈,提高傳動(dòng)剛度、動(dòng)態(tài)特性及傳動(dòng)精度;采用消隙技術(shù)提高機(jī)床機(jī)械傳動(dòng)精度;通過(guò)各種齒輪智能軟件的加工誤差自動(dòng)補(bǔ)償技術(shù),保證加工過(guò)程中精度穩(wěn)定。
3. 智能及自動(dòng)化。自動(dòng)上下料、在線自動(dòng)測(cè)量與補(bǔ)償、自動(dòng)對(duì)刀、自動(dòng)余量分配、自動(dòng)夾具、冷卻位置/流量自動(dòng)調(diào)整、砂輪自動(dòng)修整等自動(dòng)化功能被諸多廠家列為標(biāo)配功能。大量自主開(kāi)發(fā)的人機(jī)界面(HMI),可實(shí)現(xiàn)人機(jī)對(duì)話、齒輪參數(shù)計(jì)算、切削及修整程序的自動(dòng)生成;不少智能監(jiān)控系統(tǒng)可用于監(jiān)控、分析、優(yōu)化齒輪磨削過(guò)程,評(píng)估修整和磨削過(guò)程中的數(shù)據(jù),還能檢查NVH行為(噪聲、振動(dòng)、聲振粗糙度),可以對(duì)整個(gè)磨削過(guò)程和機(jī)器部件的狀況進(jìn)行分析。
4. 綠色加工。干切、干濕切的齒輪加工方式大量涌現(xiàn),既有水基冷卻液代替純油加工,也有氣冷和微量霧化冷卻代替大流量液體冷卻。干切、干濕切的齒輪加工方式改善了加工環(huán)境,也反映了廠家對(duì)加工過(guò)程的冷卻和潤(rùn)滑問(wèn)題的解決能力。
三、典型展品
1.滾齒類機(jī)床
尼得科機(jī)床株式會(huì)社GPH25A滾齒機(jī)。最大加工直徑Φ250mm,最大加工工件模數(shù)6mm。GPH25A是在中國(guó)生產(chǎn)制造的機(jī)床,采用干式切削專用機(jī)床,實(shí)現(xiàn)高切削速度的高效率生產(chǎn),利用豐富的干式滾齒機(jī)制造經(jīng)驗(yàn),提供防鐵屑措施,并且通過(guò)獨(dú)立分析行業(yè)趨勢(shì)及客戶需求,在標(biāo)準(zhǔn)規(guī)格中加入未來(lái)齒輪加工真正需要的功能。
浜井產(chǎn)業(yè)株式會(huì)社N70 CNC臥式精密滾齒機(jī)。最大加工直徑Φ70mm,最大加工工件模數(shù)2.5mm,最大切削長(zhǎng)度200mm,滾刀軸旋轉(zhuǎn)速度200-6000r/min。該機(jī)床是著重于小型齒輪加工的高精度、高剛性、高效能干切臥式數(shù)控滾齒機(jī)。B軸(滾刀軸)及C軸(工件軸)均采用內(nèi)置式直驅(qū)電機(jī),可有效抑制因齒輪傳動(dòng)而產(chǎn)生的震動(dòng);滾刀軸最高旋轉(zhuǎn)速度可達(dá)6000r/min,使用小外徑超硬滾刀即可實(shí)現(xiàn)連續(xù)高速加工;根據(jù)需求加裝選購(gòu)模塊套件,可實(shí)現(xiàn)雙滾刀去毛刺功能,針對(duì)有如齒端邊進(jìn)行了R形倒角等特殊工藝加工的工件,在加工的同時(shí)完成去毛刺作業(yè);可實(shí)現(xiàn)二次對(duì)刀精密齒輪再加工。具備IoT遠(yuǎn)程通信機(jī)能,可針對(duì)不同模數(shù)的雙齒段工件進(jìn)行一次性加工成型,無(wú)需分段完成加工;僅輸入工件數(shù)據(jù)、滾刀數(shù)據(jù)、加工數(shù)據(jù),諸多計(jì)算將自動(dòng)進(jìn)行。
重慶機(jī)床(集團(tuán))有限責(zé)任公司YH3120CNC數(shù)控滾齒銑棱復(fù)合機(jī)床。最大加工直徑Φ200mm,最大加工工件模數(shù)6mm。機(jī)床為十三軸四聯(lián)動(dòng)干切滾齒機(jī),綠色、環(huán)保、高效;機(jī)床集成滾齒和銑棱功能。機(jī)床采用立柱水平移動(dòng)完成徑向進(jìn)給運(yùn)動(dòng)的立式布局,結(jié)構(gòu)緊湊,配置全密封護(hù)罩、切屑內(nèi)防護(hù)、干式冷卻系統(tǒng),實(shí)現(xiàn)齒輪高速干切加工;機(jī)床滾刀主軸及工件主軸采用直驅(qū)傳動(dòng),機(jī)床滾刀主軸及工件主軸均采用高精度滾動(dòng)軸承支承,滿足高速干切的需要;機(jī)床可選配單機(jī)自動(dòng)化和多種連線接口,滿足用戶自動(dòng)化、柔性化生產(chǎn)需求;機(jī)床加工精度可達(dá)GB/T10095.1-2008的6級(jí),適用于摩托車、乘用車、儀器儀表、電動(dòng)工具、減速器等行業(yè)齒輪的大批量生產(chǎn)。

秦川機(jī)床工具集團(tuán)股份公司YK3115數(shù)控干切滾齒機(jī)。最大加工直徑Φ150mm,最大加工工件模數(shù)4mm。機(jī)床采用全數(shù)控系統(tǒng)7軸4聯(lián)動(dòng),展成法原理加工齒部,利用數(shù)控系統(tǒng)的電子齒輪箱功能,實(shí)現(xiàn)工件軸與刀具軸的同步運(yùn)動(dòng)。主要用于Φ150以下齒輪的熱前干式切削;可用來(lái)加工直(斜)漸開(kāi)線齒輪及其他任意齒形齒輪,如直齒切削、斜齒切削、鼓形齒切削、錐形齒切削、K形齒切削、雙聯(lián)齒切削、矩形花鍵切削、徑向滾削蝸輪、切向滾削蝸輪等;機(jī)床滾刀主軸(B)和工件主軸(C)均采用內(nèi)置電機(jī)直驅(qū);臺(tái)面采用大扭矩力矩電機(jī)直驅(qū),并配有圓光柵;滾刀徑向進(jìn)給軸X軸以及軸向進(jìn)給軸Z軸,均采用高剛性直線滾柱導(dǎo)軌,實(shí)現(xiàn)高精度和高剛性;可選配非接觸式對(duì)齒裝置,能加工有對(duì)齒要求的雙聯(lián)軸齒輪,并能對(duì)已加工過(guò)的齒輪重新裝夾,修正加工。

四川普什寧江機(jī)床有限公司G260滾齒機(jī)。最大加工直徑Φ260mm,最大加工工件模數(shù)6mm,最大切削長(zhǎng)度300mm。該機(jī)床是一款適應(yīng)負(fù)荷切削高剛度的六軸四聯(lián)動(dòng)立式滾齒機(jī),滿足加工新能源汽車齒輪的大走刀、高線速度的切削要求。機(jī)床為立式結(jié)構(gòu),人體工程學(xué)設(shè)計(jì),操作空間開(kāi)闊、宜人化程度高;鑄件采用整體式對(duì)稱結(jié)構(gòu),具有剛度高、熱對(duì)稱性及結(jié)構(gòu)穩(wěn)定性好的特點(diǎn);采用滑動(dòng)導(dǎo)軌,人工刮削工藝,增加導(dǎo)軌吸振性;刀具主軸采用伺服電機(jī)加精密減速箱型式,搭配圓柱滾子軸承,一體式刀架小尾座設(shè)計(jì)和BT40短錐刀柄,確保主軸加工時(shí)的高剛度;工件主軸采用齒輪加蝸輪蝸桿傳動(dòng)特殊結(jié)構(gòu)實(shí)現(xiàn)零背隙,增大力矩輸出,滿足負(fù)荷切削要求;機(jī)床具有高剛度、高效率的特點(diǎn)。
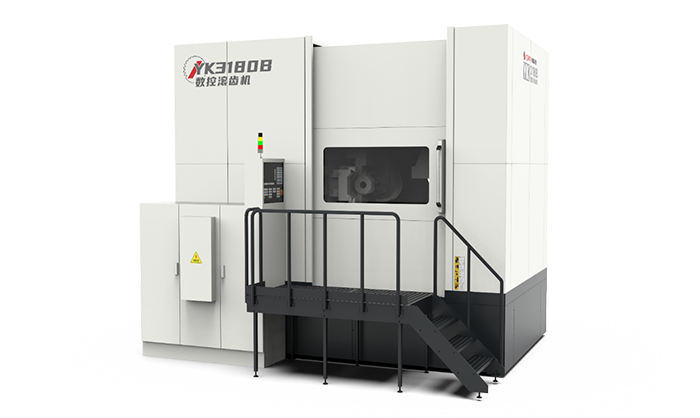
宜昌長(zhǎng)機(jī)科技有限責(zé)任公司YK3180B圓柱齒輪滾齒機(jī)。最大加工直徑Φ800mm,最大加工工件模數(shù)20mm。采用滾銑齒復(fù)合加工工藝,高剛性結(jié)構(gòu)設(shè)計(jì),采用大功率水冷伺服主軸電機(jī),可實(shí)現(xiàn)六軸四聯(lián)動(dòng)。機(jī)床關(guān)鍵技術(shù)包括:高剛性滾齒機(jī)床結(jié)構(gòu)設(shè)計(jì)和優(yōu)化技術(shù);高剛性滾銑刀架技術(shù);高承載、高精度工作臺(tái)技術(shù);熱誤差補(bǔ)償技術(shù);高速滾銑結(jié)合加工工藝技術(shù);圓柱齒輪高速干滾技術(shù)等。通過(guò)高同步動(dòng)態(tài)控制技術(shù)的應(yīng)用,使得機(jī)床具有很高的動(dòng)、靜剛性和精度,滾齒加工穩(wěn)定可靠,是一種集高效率、高精度、高自動(dòng)化于一體的綠色環(huán)保型滾齒機(jī)床,加工優(yōu)勢(shì)明顯,特別適用于工程機(jī)械、汽車、礦山機(jī)械、冶金機(jī)械、風(fēng)電等行業(yè)中型外圓柱齒輪的切削加工,可實(shí)現(xiàn)直齒、斜齒、鼓形齒、錐度齒、多聯(lián)齒加工。
無(wú)錫泰諾工具有限公司TN-150A數(shù)控滾齒機(jī)。最大加工直徑Φ150mm,最大加工工件模數(shù)4mm,最大軸向行程250mm。機(jī)床為七軸四聯(lián)動(dòng)立式滾齒機(jī),滾刀主軸和工作臺(tái)采用直驅(qū)電機(jī)直接驅(qū)動(dòng);直線軸X、Y、Z軸采用高精度絲杠及軸承,X與Z軸選用高剛性的滾珠導(dǎo)軌,Y軸導(dǎo)軌副面采用了雙燕尾式硬軌貼塑工藝及剎車系統(tǒng),保證加工時(shí)的穩(wěn)定性;機(jī)床配備了自動(dòng)排屑機(jī),可正反轉(zhuǎn),帶液位低報(bào)警保護(hù)和卡死報(bào)警裝置;多元化的安全保護(hù)系統(tǒng),包含有停電急退功能、安全門聯(lián)鎖控制、直線軸軟硬限位的雙保護(hù)等,還有重要部件如剎車系統(tǒng)、工件夾緊等的保護(hù)裝置。

浙江日創(chuàng)機(jī)電科技有限公司YKS3612A III CNC數(shù)控高數(shù)臥式滾齒機(jī)。最大加工直徑Φ120mm,最大加工工件模數(shù)3mm,最大軸向行程250mm,加工齒數(shù)范圍為2-400齒。該機(jī)床為七軸四聯(lián)動(dòng)機(jī)床,七個(gè)數(shù)控軸為滾刀架回轉(zhuǎn)運(yùn)動(dòng)(A軸)、滾刀主軸回轉(zhuǎn)運(yùn)動(dòng)(B軸)、工件主軸箱回轉(zhuǎn)運(yùn)動(dòng)(C軸)、徑向進(jìn)給運(yùn)動(dòng)(X軸)、切向進(jìn)給運(yùn)動(dòng)(Y軸)、軸向進(jìn)給運(yùn)動(dòng)(Z軸)、尾座頂尖進(jìn)給運(yùn)動(dòng)(U軸),其中B軸、C軸、X軸和Z軸為聯(lián)動(dòng)軸。床身為高剛性鑄鐵底座,雙層壁結(jié)構(gòu)設(shè)計(jì),機(jī)床剛性好、精度穩(wěn)定。工件軸采用力矩電機(jī)驅(qū)動(dòng),具有電子齒輪箱(EGB)、自動(dòng)竄刀、快速回退刀具保護(hù)功能。配置專用人機(jī)交互軟件,操作者簡(jiǎn)便易學(xué)、使用方便。可進(jìn)行高速干式切削或濕式切削方式,機(jī)床加工精度可達(dá)GB/T10095.1-2008的5級(jí),齒面粗糙度為Ra1.6μm。可廣泛適用于汽車、摩托車、電動(dòng)工具、電機(jī)減速器等行業(yè)的齒輪加工。
中山邁雷特?cái)?shù)控技術(shù)有限公司MLT-YK3120高速數(shù)控滾齒機(jī)。最大加工直徑Φ200mm,最大加工工件模數(shù)4mm,最大工件齒寬250mm。機(jī)床為六軸四聯(lián)動(dòng)立式滾齒機(jī),搭載有MLT滾齒專用控制系統(tǒng),原生核心齒輪加工算法軟件(非二次開(kāi)發(fā)宏程序運(yùn)算),多軸NC伺服驅(qū)動(dòng)的技術(shù)優(yōu)勢(shì)。滾刀主軸和工作臺(tái)采用高精度大扭矩伺服直驅(qū)電機(jī)(DD伺服電機(jī)),具備高轉(zhuǎn)速高精度高扭矩及優(yōu)異的動(dòng)態(tài)響應(yīng)性能;各軸均由獨(dú)立的直驅(qū)電機(jī)直接控制,具有傳動(dòng)鏈短,傳動(dòng)剛性好、傳動(dòng)精度高等特性;導(dǎo)軌副主要采用直線導(dǎo)軌,定位精度高、磨耗少可同時(shí)承受上下左右方向的負(fù)荷以及潤(rùn)滑構(gòu)造簡(jiǎn)單;專有蝸輪滾切功能及直斜鼓型齒滾切功能;機(jī)床切削循環(huán)可設(shè)置一次、二次方框循環(huán),L循環(huán)等多種切削循環(huán)方式,可加工圓柱直、斜齒輪、短花鍵軸、蝸輪、錐齒輪、鼓形齒等。
寧波永博機(jī)械制造有限公司YB100臥式數(shù)控滾齒機(jī)。最大加工直徑Φ100mm,最大加工工件模數(shù)3mm,最大軸向行程220mm。機(jī)床為七軸四聯(lián)動(dòng)臥式滾齒機(jī),采用日本FANUC系統(tǒng)。該機(jī)床是一種專為精密中小直徑齒輪高效加工而研發(fā)的機(jī)床,主要用于加工圓柱直齒輪、斜齒輪的加工;適用于高速、高精度、硬齒面加工。
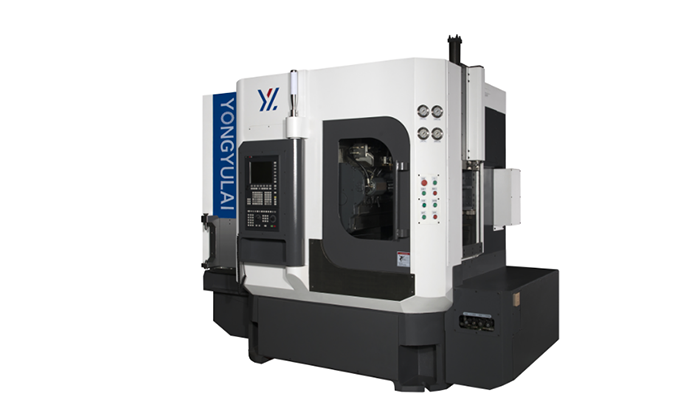
福清市永裕來(lái)齒輪有限公司G300數(shù)控立式滾齒機(jī)。最大加工直徑Φ300mm,最大加工工件模數(shù)6mm,最大軸向行程510mm。機(jī)床為六軸四聯(lián)動(dòng)機(jī)床。機(jī)床采用AB柱連體設(shè)計(jì),設(shè)計(jì)緊湊與其他同款設(shè)備對(duì)比占地面積小;高強(qiáng)度,高剛性的大件結(jié)構(gòu),滿足了高速、高效切削對(duì)機(jī)床的要求;切削方式可干切可濕切;附有實(shí)時(shí)刀具檢測(cè),檢測(cè)刀具磨損量,有效控制刀具磨損量,使刀具得到最大性價(jià)比的發(fā)揮;切削工藝系統(tǒng)統(tǒng)一,機(jī)床、刀具、夾具、工件具有很好的工藝能力;管路與電纜行線的合理布置保證了系統(tǒng)控制的可靠性。
模德機(jī)床齒輪技術(shù)有限公司H80-H200系列滾齒機(jī)。最大加工直徑Φ80-Φ200mm,最大加工工件模數(shù)5mm,最大軸向行程100-450mm。該系列滾齒機(jī)可適用于汽車行業(yè)以及一般工業(yè)行業(yè)的使用要求。封閉的框架結(jié)構(gòu)設(shè)計(jì)使機(jī)床占地面積小而剛性強(qiáng);模塊化平臺(tái)適合各種特定的要求和應(yīng)用;可選干式切削或濕式切削;采用直驅(qū)技術(shù)的滾刀主軸和工件工作臺(tái);電子驅(qū)動(dòng)尾架,NC數(shù)控行程和夾緊力;多功能機(jī)械手適合于盤齒類和軸類零件。
2.磨齒類機(jī)床
利勃海爾(中國(guó))有限公司LGG280數(shù)控磨齒機(jī)。最大工件直徑Φ280mm,最大加工軸件長(zhǎng)度500mm,砂輪主軸最高轉(zhuǎn)速為12000r/min、工作臺(tái)最高轉(zhuǎn)速為3000r/min,磨齒頭擺角范圍±45°,磨削齒輪達(dá)到DIN 2級(jí)精度,除具有蝸桿砂輪磨削和成形磨削功能外,標(biāo)配一個(gè)外磨頭,還可擴(kuò)展一個(gè)內(nèi)磨頭,用成形法磨削內(nèi)齒輪;在使用新型高切削率磨削材料砂輪時(shí),還可提供大驅(qū)動(dòng)功率和轉(zhuǎn)速的外磨頭和內(nèi)磨頭;新型的刀具夾緊裝置,可實(shí)現(xiàn)簡(jiǎn)單快速地更換磨削刀具;匹配的內(nèi)磨頭可快速方便地安裝在外磨頭上并通過(guò)主驅(qū)動(dòng)軸驅(qū)動(dòng)。能實(shí)現(xiàn)低噪音磨削,具有自由拓?fù)湫扌喂δ埽軌驅(qū)崿F(xiàn)齒輪仿真設(shè)計(jì)軟件要求的任意形貌,可以磨削雙壓力角齒輪和緊湊型臺(tái)階齒。
KAPP GmbH & CO.KG(卡帕)KNG 12P master成形磨齒機(jī)。最大加工直徑Φ1250mm,加工模數(shù)范圍0.5-35mm,最大工件長(zhǎng)度1545mm。通過(guò)優(yōu)化的設(shè)計(jì)布局和相互適配的組件可實(shí)現(xiàn)高度熱穩(wěn)定性和剛性,修整和磨削主軸都配備了直接驅(qū)動(dòng)裝置。可磨削外部齒和內(nèi)部齒以及特殊齒型,磨齒精度達(dá)到DIN 1級(jí),能和卡帕公司的齒輪刀具、齒輪夾具、齒輪測(cè)量中心、齒輪設(shè)計(jì)計(jì)算軟件等組成齒輪加工一體化解決方案。

尼得科機(jī)床株式會(huì)社ZE26C數(shù)控蝸桿砂輪磨齒機(jī)。最大加工直徑Φ260mm,最大加工工件模數(shù)6mm,最大軸向行程295mm,最大工件長(zhǎng)度350mm。ZE26C采用了新型結(jié)構(gòu)的砂輪主軸、提高了50%靜態(tài)剛性、35%動(dòng)態(tài)剛性;可實(shí)現(xiàn)雙齒面同時(shí)移位磨削;優(yōu)化對(duì)齒裝置和環(huán)狀裝料機(jī),實(shí)現(xiàn)輔助時(shí)間(盤類工件)6s;砂輪寬度增加28%達(dá)到160mm,延長(zhǎng)了修整間隔;ZE26C可根據(jù)產(chǎn)線組成選擇機(jī)床布局,重新修改床身、立柱、冷卻液裝置構(gòu)造,減少占地面積。
埃馬克兩合責(zé)任有限公司G 160磨齒機(jī)。最大加工直徑Φ160mm,最大加工工件模數(shù)3mm,工件最大長(zhǎng)度300mm,最大齒寬180mm。機(jī)床是立式數(shù)控蝸桿砂輪磨齒機(jī),采用西門子840Dsl數(shù)控系統(tǒng)。帶有兩個(gè)平行主軸的機(jī)床,換工件時(shí)間為1.6s;砂輪和工件接觸線至機(jī)床立柱之間的距離大幅縮短,從而確保了良好的機(jī)床振動(dòng)性能,因此也會(huì)降低齒輪中“鬼階”的出現(xiàn);具有精磨、超精磨削、拓?fù)淠ハ鳌⒔翟肽ハ鞯裙δ堋?/span>
大昌洋行(上海)有限公司Hoefler(霍夫勒)Speed Viper 300圓柱齒輪磨齒機(jī)。最大加工直徑Φ300mm,工件長(zhǎng)度最長(zhǎng) 1100 mm。機(jī)床軟件和堅(jiān)固床身,實(shí)現(xiàn)高效展成磨削;大尺寸砂輪,直徑 Φ320 mm,寬度 200 mm,使用壽命長(zhǎng);輔助時(shí)間短,砂輪自動(dòng)夾緊系統(tǒng),縮短設(shè)置時(shí)間。
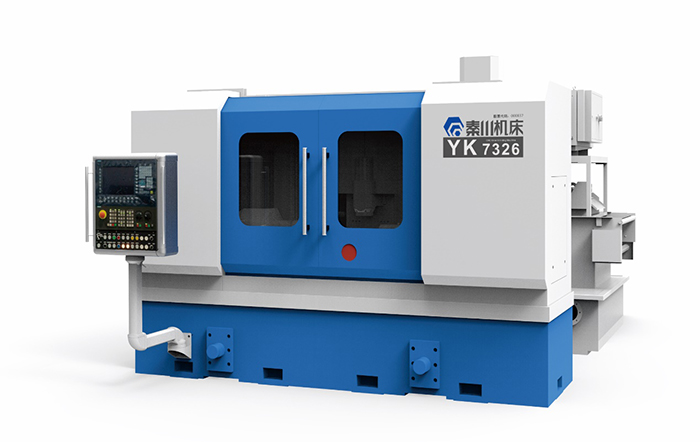
秦川機(jī)床工具集團(tuán)股份公司YK7326數(shù)控磨齒機(jī)。最大加工直徑Φ260mm,最大加工工件模數(shù)10mm,最大齒寬(直齒輪)450mm。該機(jī)選用秦川數(shù)控新一代數(shù)字伺服控制系統(tǒng),是一款適用于圓柱齒輪的精密磨削機(jī)床。機(jī)床整體布局緊湊,穩(wěn)定性好、加工效率高,可滿足新能源汽車、精密減速器、航空航天等行業(yè)中小規(guī)格齒輪精密加工需求。機(jī)床采用礦物質(zhì)鑄件床身,具有良好的穩(wěn)定性;砂輪主軸采用大功率高速電主軸,工件主軸采用力矩電機(jī)直驅(qū),砂輪進(jìn)刀軸、走刀軸可采用直線電機(jī)直驅(qū),機(jī)床整體動(dòng)態(tài)響應(yīng)好,加工效率高;可配置多功能磨削軟件,滿足漸開(kāi)線齒、擺線齒、矩形花鍵、三角齒、人字齒等多種齒形精加工需求;機(jī)床可配置雙CBN外齒磨具,滿足臺(tái)階齒、多聯(lián)齒磨削需求;可配置內(nèi)齒磨具,滿足內(nèi)齒加工需求。
重慶機(jī)床(集團(tuán))有限責(zé)任公司YS7232G高精密數(shù)控蝸桿砂輪磨齒機(jī)。最大加工直徑Φ320mm,最大加工工件模數(shù)8/6mm,砂輪主軸最高轉(zhuǎn)速7800/10000r/min,最大砂輪直徑300mm。機(jī)床為十一軸五聯(lián)動(dòng)數(shù)控磨齒機(jī),全閉環(huán)控制,機(jī)床各直線軸絲杠副采用帶預(yù)加負(fù)荷的高精密絲杠,其中Y軸、Z軸絲杠采用陶瓷球絲杠,提高傳動(dòng)剛性,同時(shí)極大的提高了絲杠的使用壽命;砂輪主軸采用電主軸,主軸軸承采用成組配對(duì)的陶瓷球軸承;各個(gè)直線軸采用高剛性滾動(dòng)直線導(dǎo)軌;機(jī)床操作界面采用自主開(kāi)發(fā)的人機(jī)界面(零編程),實(shí)現(xiàn)人機(jī)對(duì)話、齒輪參數(shù)計(jì)算、齒輪磨削及砂輪修整程序的自動(dòng)生成;該機(jī)床主要針對(duì)新能源汽車齒輪精密磨削加工,可滿足目前新能源汽車齒輪非常高的檢測(cè)驗(yàn)收要求,各項(xiàng)主要精度可達(dá):齒形齒向斜率偏差平均值±0.002mm,齒形齒向斜率一致性V值≤0.005mm,齒形齒向波紋度≤0.002mm,齒面粗糙度Ra≤0.32。
南京二機(jī)齒輪機(jī)床有限公司Y7226CNC數(shù)控蝸桿砂輪磨齒機(jī)。最大加工直徑Φ260mm,最大加工工件模數(shù)4mm,砂輪主軸最高轉(zhuǎn)速6000r/min,砂輪最高線速度達(dá)80m/s。機(jī)床為十三軸五聯(lián)動(dòng)數(shù)控磨齒機(jī),采用西門子840Dsl數(shù)控系統(tǒng)。采用雙工件主軸設(shè)計(jì),極大提高了機(jī)床的加工效率;砂輪架及工作臺(tái)主軸均采用內(nèi)藏式直驅(qū)電機(jī);砂輪軸配備內(nèi)置式動(dòng)平衡裝置;完善的磨削和修整軟件;加工精度可達(dá)GB/T10095.1-2022的3級(jí),主要用于自動(dòng)變速器及新能源汽車硬齒面齒輪的高精度磨削加工。

上海星合機(jī)電有限公司PG2840H成形砂輪磨齒機(jī)。最大加工直徑Φ280mm,最大加工工件模數(shù)4mm,磨削長(zhǎng)度 400mm。該機(jī)床為臥式六軸機(jī)床。整機(jī)系統(tǒng)集成,應(yīng)用先進(jìn)的數(shù)學(xué)模型和有限元分析,整機(jī)正向設(shè)計(jì),最高精度磨齒精度最高達(dá)到DIN2級(jí);成功實(shí)現(xiàn)三截面扭曲修形功能,在新能源汽車、機(jī)器人、國(guó)防等諸多領(lǐng)域?qū)崿F(xiàn)國(guó)產(chǎn)替代進(jìn)口。

湖南中大創(chuàng)遠(yuǎn)數(shù)控裝備有限公司YKA2030數(shù)控錐齒輪磨齒機(jī)。最大加工工件長(zhǎng)度300mm,最大加工工件模數(shù)10mm。該機(jī)床是七軸(八軸)五聯(lián)動(dòng)數(shù)控磨齒機(jī),能進(jìn)行展成法或成形法磨削圓弧齒的各種螺旋錐齒輪。在機(jī)床正常加工條件下,磨齒精度可達(dá)到DIN3965錐齒輪和準(zhǔn)雙曲面齒輪精度標(biāo)準(zhǔn)規(guī)定的4級(jí)精度,最高達(dá)DIN 2級(jí),齒面粗糙度達(dá)到Ra0.4。

南京康尼精密機(jī)械有限公司KN-GIV200數(shù)控內(nèi)齒成形磨床。工件最大外徑Φ400mm,工件最小內(nèi)徑Φ60mm,最大加工工件齒寬150mm,工件縱向移動(dòng)軸行程500mm,砂輪直徑Φ52-Φ180mm。該機(jī)為臥式七軸三聯(lián)動(dòng),采用高剛性床身設(shè)計(jì),共設(shè)有五個(gè)交流伺服軸和兩個(gè)調(diào)速主軸。砂輪修整功能采用數(shù)控三軸聯(lián)動(dòng)法向修整方式,使得金剛石滾輪的磨損對(duì)齒形的影響極小,同時(shí)提高了滾輪利用率;可修整的齒形除了漸開(kāi)線、圓弧和三角等幾種主要形狀,還可以通過(guò)圖形編程完成各種復(fù)雜內(nèi)齒形的磨削;機(jī)床具有自動(dòng)對(duì)刀、磨削余量自動(dòng)分配、齒形齒向修形功能;該機(jī)床是一種適用于高精度內(nèi)齒圈、RV減速器針齒殼等零件批量磨削的精密加工機(jī)床。
南京工大數(shù)控科技有限公司SKMC-3000/20數(shù)控成形磨齒機(jī)。最大加工直徑Φ3000mm,最大加工工件模數(shù)30mm,砂輪最大外徑Φ450mm。該機(jī)為臥式,采用獨(dú)立自主研發(fā)的多功能磨齒軟件及核心算法,軟件各項(xiàng)功能完善,用戶界面友好,人機(jī)交互便捷。集成多種齒形修形、向修形功能。床身和立柱等基礎(chǔ)機(jī)構(gòu)件采用多種先進(jìn)方法進(jìn)行優(yōu)化設(shè)計(jì),具有較高的動(dòng)靜態(tài)剛度。配備雙蝸輪雙蝸桿消隙轉(zhuǎn)臺(tái),蝸輪副精度達(dá)DIN2級(jí)。全靜壓導(dǎo)軌,承載能力強(qiáng),動(dòng)態(tài)響應(yīng)特性好,運(yùn)動(dòng)分辨率高。直線進(jìn)給軸分辨率高、摩擦系數(shù)低、使用壽命長(zhǎng);采用光柵尺閉環(huán)控制和補(bǔ)償,具有高定位精度和重復(fù)定位精度;集成在線測(cè)量系統(tǒng),可以對(duì)加工誤差進(jìn)行檢測(cè),并修正磨削系統(tǒng)誤差,實(shí)現(xiàn)閉環(huán)加工,提高精度穩(wěn)定性。
愛(ài)思恩梯(蘇州)機(jī)床有限公司SG-350磨齒機(jī)。最大加工直徑Φ350mm,最大加工工件模數(shù)8mm,砂輪主軸最高轉(zhuǎn)速12000r/min。機(jī)床為十一軸五聯(lián)動(dòng)立式數(shù)控蝸桿砂輪磨齒機(jī),采用西門子840Dsl數(shù)控系統(tǒng)。機(jī)床的所有操作都通過(guò)人機(jī)界面交互完成,磨削軟件具備各種齒向修形功能、抗扭曲磨削功能、齒面網(wǎng)紋磨削功能,磨削軟件具備壓力角的調(diào)整與補(bǔ)償、對(duì)齒誤差的均分計(jì)算與調(diào)整補(bǔ)償、磨削過(guò)程中的齒厚控制等多種補(bǔ)償方式。機(jī)床夾具接口和KAPP機(jī)床一致。人造大理石床身,保證機(jī)床加工的熱穩(wěn)定性。
3.車齒機(jī)類機(jī)床
南京二機(jī)齒輪機(jī)床有限公司Y8130CNC數(shù)控車齒機(jī)。最大加工直徑Φ300mm,最大加工工件模數(shù)4mm,刀架主軸軸向移動(dòng)行程(Z軸)350mm。該機(jī)為六軸四聯(lián)動(dòng),刀具主軸及工件主軸均采用內(nèi)藏式直驅(qū)電機(jī);機(jī)床可集成車內(nèi)孔及車毛刺刀柄,實(shí)現(xiàn)車內(nèi)孔-車齒-車下端面毛刺的齒輪加工工藝;通過(guò)二次開(kāi)發(fā)的自主知識(shí)產(chǎn)權(quán)軟件實(shí)現(xiàn)內(nèi)齒、外齒、斜齒等工藝切換,實(shí)現(xiàn)鼓形、錐度以及附加不對(duì)稱特征的齒輪的加工;加工精度達(dá)到GB/T 10095.1-2008的5級(jí),適合汽車、精密減速機(jī)等行業(yè)大批量?jī)?nèi)、外齒輪的高效高精度加工。

中山邁雷特?cái)?shù)控技術(shù)有限公司MLT-YK8020高速數(shù)控車齒機(jī)。最大加工直徑Φ200mm,最大加工工件模數(shù)2mm,最大加工長(zhǎng)度120mm,該機(jī)床搭載有邁雷特刮齒專用控制系統(tǒng),原生核心齒輪加工算法軟件(非二次開(kāi)發(fā)宏程序運(yùn)算),多軸NC伺服驅(qū)動(dòng)的技術(shù)優(yōu)勢(shì)。工作臺(tái)和刀具主軸采用高精度大扭矩伺服直驅(qū)馬達(dá)(DD伺服馬達(dá)),具備高轉(zhuǎn)速高精度高扭矩及優(yōu)異的動(dòng)態(tài)響應(yīng)性能;各直線軸均由獨(dú)立的伺服電機(jī)直接控制,具有傳動(dòng)鏈短、傳動(dòng)剛性好、傳動(dòng)精度高等特性;主要導(dǎo)軌副采用了高剛性滾柱導(dǎo)軌,傳動(dòng)剛性好,支承能力強(qiáng),運(yùn)動(dòng)直線度高,徑向和軸向快速運(yùn)動(dòng)速度最高可達(dá)6m/min;機(jī)床采用全數(shù)字控制。標(biāo)準(zhǔn)配置采用邁雷特系統(tǒng),帶有精確展成數(shù)學(xué)模型代替EGB,具動(dòng)計(jì)數(shù)功能。切削循環(huán)可設(shè)置一次、二次方框循環(huán),可加工圓柱內(nèi)直齒輪、斜齒輪等齒形的齒輪。
4.插齒機(jī)類機(jī)床
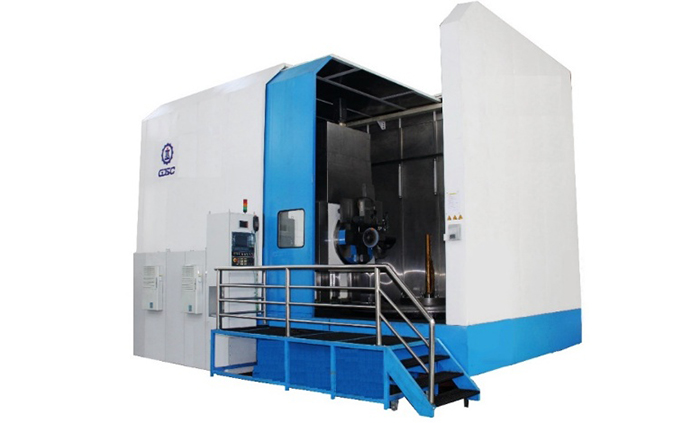
宜昌長(zhǎng)機(jī)科技有限責(zé)任公司YKW51160大型萬(wàn)能數(shù)控插齒機(jī)。最大加工直徑Φ1600/Φ2100mm,最大加工工件模數(shù)20mm,最大加工工件齒寬350mm。該機(jī)床為七軸五聯(lián)動(dòng),主運(yùn)動(dòng)和刀架體運(yùn)動(dòng)均采用高轉(zhuǎn)矩力矩電機(jī)進(jìn)行直驅(qū),通過(guò)數(shù)控系統(tǒng)高同步動(dòng)態(tài)控制技術(shù)實(shí)現(xiàn)電子螺旋導(dǎo)軌功能,可加工任意角度的螺旋齒輪;刀架體、工作臺(tái)采用靜壓技術(shù),運(yùn)動(dòng)阻力小,旋轉(zhuǎn)精度高;機(jī)床自動(dòng)化程度高,操作方便,具備大行程自動(dòng)調(diào)整、刀架提拉、獨(dú)立伺服讓刀、主運(yùn)動(dòng)自動(dòng)平衡以及螺旋角校正等功能。加工精度可達(dá)GB/T10095.1-2008的5級(jí),表面粗糙度可達(dá)Ra1.6。
湖北恒澤智能裝備有限公司80 GS400高效插齒機(jī)。最大加工直徑外齒Φ400/Φ內(nèi)齒320+刀具直徑mm,最大加工工件模數(shù)8mm,最大加工工件齒寬120mm,機(jī)床刀具主軸采用靜壓導(dǎo)軌和靜壓軸承,使得機(jī)床具有高速度、無(wú)磨損、精度保持性好等特點(diǎn);刀具主軸上下往復(fù)運(yùn)動(dòng)采用伺服主軸直驅(qū),輸出扭矩穩(wěn)定,確保切削效率;工作臺(tái)采用高剛性軸承支撐,雙蝸輪蝸桿消隙結(jié)構(gòu),提高了機(jī)床的偏差、累積精度;徑向進(jìn)給采用大直徑(Φ80mm)滾珠絲桿及鑲鋼導(dǎo)軌,大大提高了機(jī)床的剛度;加工精度可達(dá)GB/T10095.1-2008的6級(jí)。
5.銑齒機(jī)類機(jī)床
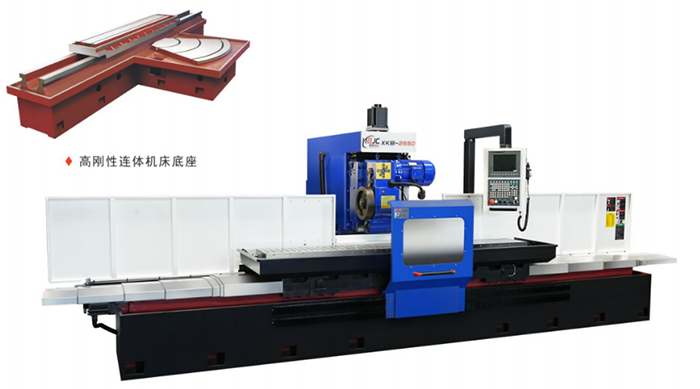
浙江恒貝機(jī)床制造有限公司70XKB-2650數(shù)控齒條銑齒機(jī)。最大加工尺寸2100×300斜齒,20度/2600×300直齒,最大加工工件模數(shù)8mm,最大刀盤直徑176mm。機(jī)床整體結(jié)構(gòu)剛性好,主軸系統(tǒng)變形小,加工精度高;主軸具有高剛性結(jié)構(gòu),可作高精度的切削加工;三個(gè)直線軸為矩形導(dǎo)軌,使機(jī)床高速進(jìn)給時(shí)震動(dòng)小,低速進(jìn)給時(shí)無(wú)爬行,并且有很高的精度穩(wěn)定性;機(jī)床設(shè)計(jì)采用了機(jī)電一體化結(jié)構(gòu),電器控制柜、液壓裝置都安裝在主機(jī)上,減少了占地面積,簡(jiǎn)化了搬運(yùn)和安裝。
6.齒輪冷擠壓加工機(jī)類
安徽力成智能裝備股份有限公司VLC800EA立式伺服搓齒機(jī)。最大加工直徑Φ40mm,最大加工工件模數(shù)1.3mm,最大搓齒寬度80mm,最大工件長(zhǎng)度1000mm。該機(jī)是立式的數(shù)控搓齒機(jī),占地面積小、加工效率、精度高;產(chǎn)品采用多部位齒形一次成形、搓齒模具雙伺服同步驅(qū)動(dòng)、前后頂力矩自動(dòng)控制等自主專利技術(shù),具有N段齒形一次成形、周累Fp自動(dòng)調(diào)整、模具破損在線檢測(cè)、全閉環(huán)控制、對(duì)話式界面等功能;加工精度可達(dá)GB/T10095.1-2008的5-6級(jí),適用于汽車齒輪軸等各種精密軸類零件的漸開(kāi)線花鍵、螺紋、網(wǎng)紋、直紋、油槽、蝸桿等精確無(wú)屑冷成形加工,具有加工效率高、毛坯用材少、工件承載高等優(yōu)點(diǎn)。
浙江中智鯨工智能裝備有限公司CZ48NC液壓搓齒機(jī)。搓齒模數(shù)范圍:0.5、1.0、1.25、1.75、2.0mm,可安裝搓齒刀具類型:8、16、24、36、48英寸,最大加工工件長(zhǎng)度1100mm。該機(jī)床為立式/臥式可選;整體框架結(jié)構(gòu);驅(qū)動(dòng)方式伺服/數(shù)控型可選;可實(shí)現(xiàn)一次裝夾多段位搓齒、齒距周節(jié)累積數(shù)控調(diào)整;人性化的操作界面;機(jī)床可加工鼓形花鍵、螺紋、油槽、直紋等類型工件。
7.齒輪倒棱類機(jī)床
蘇州哈勒智能裝備有限公司HALLER-G33嚙合式齒輪倒角機(jī)床。最大加工直徑Φ330mm,高速主軸夾頭最大規(guī)格ER20-12mm。采用成形銑刀和齒輪相嚙合的加工方式,四軸聯(lián)動(dòng)。自主開(kāi)發(fā)的軟件系統(tǒng),人機(jī)交互,柔性化設(shè)計(jì),操作便捷;采用刀具自動(dòng)探測(cè)系統(tǒng);定制化工件自動(dòng)夾緊裝置,拆卸方便;自動(dòng)上下料系統(tǒng);標(biāo)準(zhǔn)配備全封閉式防護(hù)罩,安全方便。

8.自動(dòng)化生產(chǎn)線
浙江陀曼智能科技股份有限公司100陀曼齒輪加工智能化單元——桁架式滾倒剃自動(dòng)化生產(chǎn)線。最大工件直徑Φ200mm,最大工件模數(shù)5mm,最大工件長(zhǎng)度300mm。該生產(chǎn)線由Y3120CNC滾倒復(fù)合一體機(jī)、Y4235CNC全自動(dòng)數(shù)控剃齒機(jī)、自動(dòng)上下料倉(cāng)、自動(dòng)甩油機(jī)、自動(dòng)抽檢臺(tái)和桁架機(jī)械手等自動(dòng)化設(shè)備組成,根據(jù)客戶需求進(jìn)行自由組合,能完成所有齒輪熱前制齒加工工序;具備自動(dòng)線一字排開(kāi)的布局形式,將齒輪熱前滾齒-倒棱-剃齒三道工序與上下料完美融合,整線布局緊湊、占地面積小、生產(chǎn)效率高、調(diào)試維護(hù)簡(jiǎn)易、人機(jī)操作友好和造型美觀;自動(dòng)化生產(chǎn)線適用于汽車變速箱、摩托車等中小模數(shù)齒輪的批量生產(chǎn)需要。

9.齒輪測(cè)量類產(chǎn)品
大昌洋行(上海)有限公司P 26Klingelnberg(克林貝格)精密測(cè)量中心。最大工件直徑Φ260mm。得益于溫度補(bǔ)償功能,該精密測(cè)量中心可在車間使用,即使在+15℃至35℃的環(huán)境溫度范圍內(nèi),仍可獲得有效的測(cè)量結(jié)果;高精度工作臺(tái),測(cè)量數(shù)據(jù)采集快速;一次裝夾下可完成多種測(cè)量項(xiàng)目,適用于光學(xué)、坐標(biāo)點(diǎn)、形狀、齒輪、粗糙度和輪廓測(cè)量;多功能3D掃描測(cè)頭,可在所有坐標(biāo)方向上進(jìn)行數(shù)字測(cè)量采集;基礎(chǔ)精度高,公差范圍小;簡(jiǎn)單的圖形編程界面和軟件操作理念;快速獲取測(cè)量結(jié)果,節(jié)約時(shí)間。
KAPP GmbH & CO.KG(卡帕)KNM 2X齒輪測(cè)量中心。用于高精度測(cè)量齒輪、齒輪工具的檢測(cè)計(jì)量。底座采用花崗巖,尺寸長(zhǎng)期穩(wěn)定和均勻膨脹,空氣軸承、無(wú)磨損的導(dǎo)向和空氣彈簧保護(hù)設(shè)備免受沖擊和振動(dòng),不需要單獨(dú)基地;多種掃描觸摸探頭系統(tǒng)可供選擇,控制柜布局靈活。新的功能和符合人體工程學(xué)的機(jī)器設(shè)計(jì)與創(chuàng)新的用戶友好界面相結(jié)合,支持用戶設(shè)置和優(yōu)化研磨項(xiàng)目。借助高性能技術(shù)選項(xiàng)和特定應(yīng)用的校準(zhǔn)測(cè)量,即使批量大小為1,也可以實(shí)現(xiàn)高質(zhì)量。

湖南中大創(chuàng)遠(yuǎn)數(shù)控裝備有限公司CY65P齒輪測(cè)量中心。工件最大直徑Φ650mm,工件模數(shù)0.5-20mm。齒輪測(cè)量中心采用了花崗巖基座及一體化主機(jī)結(jié)構(gòu),全面直接驅(qū)動(dòng)技術(shù)(DDR、DDL),3D數(shù)字測(cè)頭及測(cè)頭管理系統(tǒng),全閉環(huán)控制器,以及豐富可靠的基于Windows的軟件系統(tǒng)。該測(cè)量中心可測(cè)量螺旋錐齒輪、圓柱齒輪、滾刀、插齒刀等多種項(xiàng)目。
西安愛(ài)德華測(cè)量設(shè)備股份有限公司G系列齒輪測(cè)量中心。測(cè)量中心型號(hào)30/45/65/80/100/120,最大工件直徑Φ300-1200mm,可測(cè)齒輪模數(shù)0.2-20mm,可測(cè)螺旋角范圍0-90°。齒輪測(cè)量中心主要部件采用天然花崗石材料,結(jié)構(gòu)穩(wěn)定不變形,熱穩(wěn)定性好;直線軸采用氣浮導(dǎo)軌技術(shù),精度高,穩(wěn)定性好,運(yùn)行平穩(wěn);回轉(zhuǎn)軸回轉(zhuǎn)精度高,剛性強(qiáng),磨損小,負(fù)載能力強(qiáng),壽命長(zhǎng);先進(jìn)的驅(qū)動(dòng)技術(shù),動(dòng)態(tài)性能好,測(cè)量效率高;高精度光柵反饋系統(tǒng),信號(hào)好,抗污染能力強(qiáng),抗干擾;采用最先進(jìn)的掃描技術(shù),可支持一維/三維掃描測(cè)頭;擁有全套自主知識(shí)產(chǎn)權(quán)、多項(xiàng)專利技術(shù)。

(來(lái)源:協(xié)會(huì)齒輪機(jī)床分會(huì) 責(zé)編:張芳麗)